The reason behind it is that welding positions are misaligned.
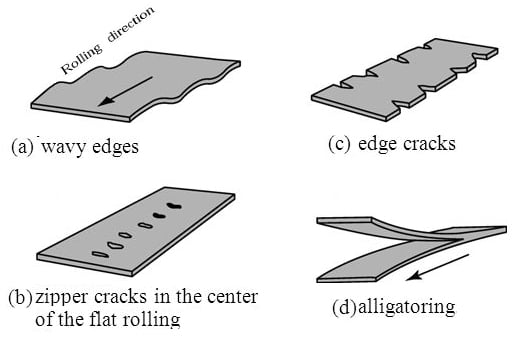
Defects and remedies in sheet metal.
During the rolling process a piece of metal will experience a different amount of reduction in certain areas.
Another common defect in sheet metal rolling involves the splitting of a workpiece.
Penetration is defined as the distance from the base plate top surface to the maximum extent of the weld nugget.
The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles.
How to prevent metal rolling defects.
Wrinkles splits and springback are the three most common defects encountered during sheet metal stamping.
Clamping down on the alligatoring defect in sheet metal rolling when you are using a rolling mill you want smooth and perfectly shaped metal for one of many different applications.
Remedies for defects elimination were mentioned for springback wrinkling splitting wear and shear fractures.
One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part.
This effect is called crown.
Until recently defects have tended to draw little attention from academic researches into the mechanics material below processing a wide because are mostly devoted range to considering which occur ideal materials and processes which work successfully.
If the rolled metal moves out of place or the machine malfunctions you might end up with a split piece of metal through its width leading a dent or thinned out area.
One is the improper handling another one is the elasticity of sheet metal forming materials.
Rolling defects causes remedies.
Below i mentioned the welding defects with remedies.
Incorrect blank shape and or size.
Of defects are discussed 232 during massive and during sheet metal processing.
Crown and wedge when sheet metal is rolled down to your ordered thickness the center width position of the master coil is slightly thicker and the coil edges are slightly thinner than the body of the coil.
This can cause an uneven roll with various amounts of pressure throughout the piece.
Prior to working with a metal rolling machine a piece of metal might have impurities such as.
Excessive thinning thickening of the sheet during forming.
To be fairly.
Surface rolling defects and internal structural rolling defects.
Incomplete penetration occurs when the depth of the welded joint is insufficient.
Internal structural rolling defects.
Sheet metal rolling defects have two different categories.
The main reasons for the cracking are over stretching or stress concentration.
There are two reasons behind this defect.
These are the few welding defects causes and remedies.